Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности. Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы
Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
2 Первый этап прокатки стальных блюмов
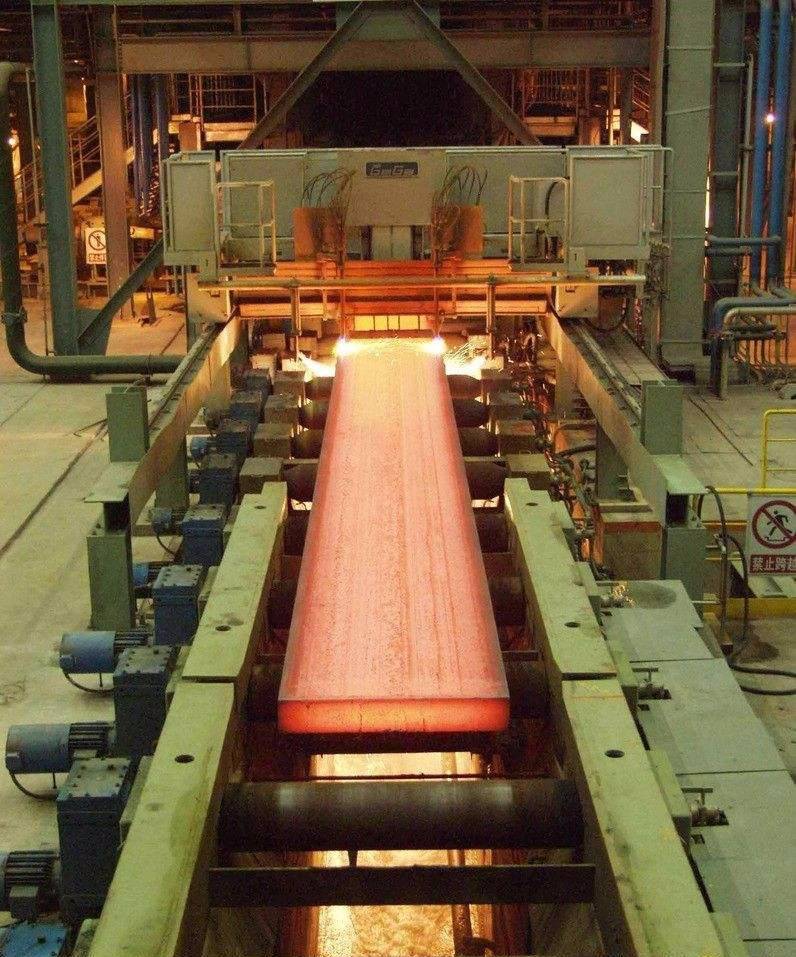
Когда слитки поступают на обжимной станок из сталеплавильного цеха (а именно из его стрипперного участка), перед прокаткой их требуется обязательно прогреть. Данная операция выполняется в специальных нагревательных камерах, именуемых металлургами колодцами. В такие колодцы заготовки подаются в вертикальном положении клещевым колодцевым краном. Необходимость именно вертикальной подачи обусловлена двумя факторами:
- возможностью забирать слитки после прогрева все тем же краном (не нужно конструировать и вводить в процесс дополнительные машины и механизмы);
- достигаемой равномерностью нагрева стали.
В обжимном цехе может быть смонтирован один большой колодец, но чаще применяется схема с двумя камерами. На очень крупных металлургических предприятиях можно увидеть и больше колодцев, которые обычно объединяются в группы по 2–4 камеры.
Описываемые нами колодцы имеют садку от 100 до 200 тонн, относятся они к категории рекуперативных сооружений, которые подогреваются комбинацией коксового и доменного газа сверху либо снизу. В камеры следует подавать предварительно нагретые до 800–900 градусов заготовки. Если загружать колодцы холодным металлом, время на его подогрев в таких сооружениях значительно увеличивается (до 3 раз), что приводит к увеличению себестоимости металлургической продукции.
Снятие с железнодорожных платформ заготовок, поступающих из сталеплавильного цеха, их посадка в рекуперативные камеры, выемка из колодцев и загрузка в слитковоз осуществляется при помощи кранов мостового типа, которые способны работать с грузами до 50 тонн.
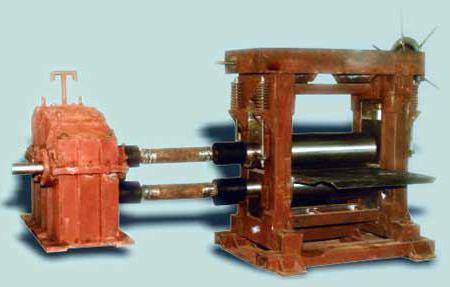
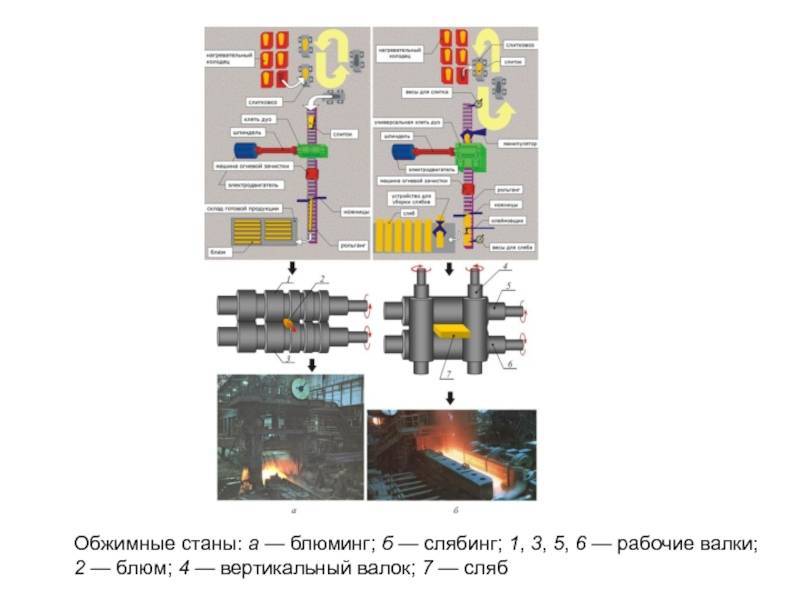
Блюминг
| Общий вид прокатного стана. |
Блюминг на рис. 167 состоит из электродвигателя ( не показано на рисунке), шестеренной клети и рабочей клети с двумя валками, имеющей нажимные и уравновешивающие приспособления.
Блюминги используют также для прокатки слябов.
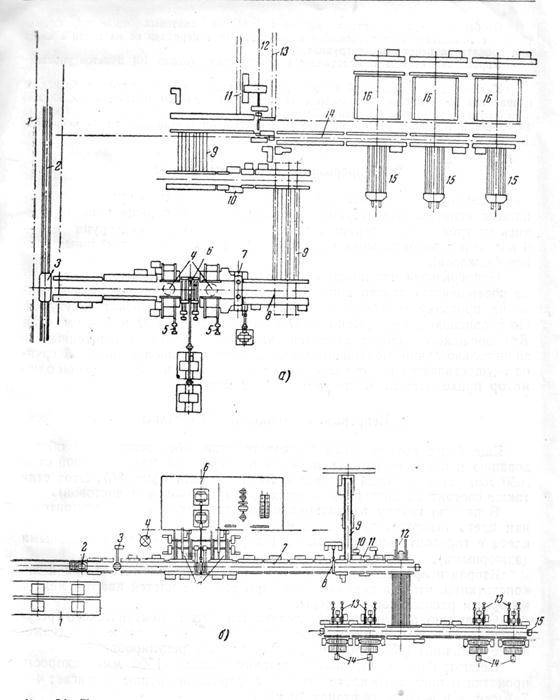
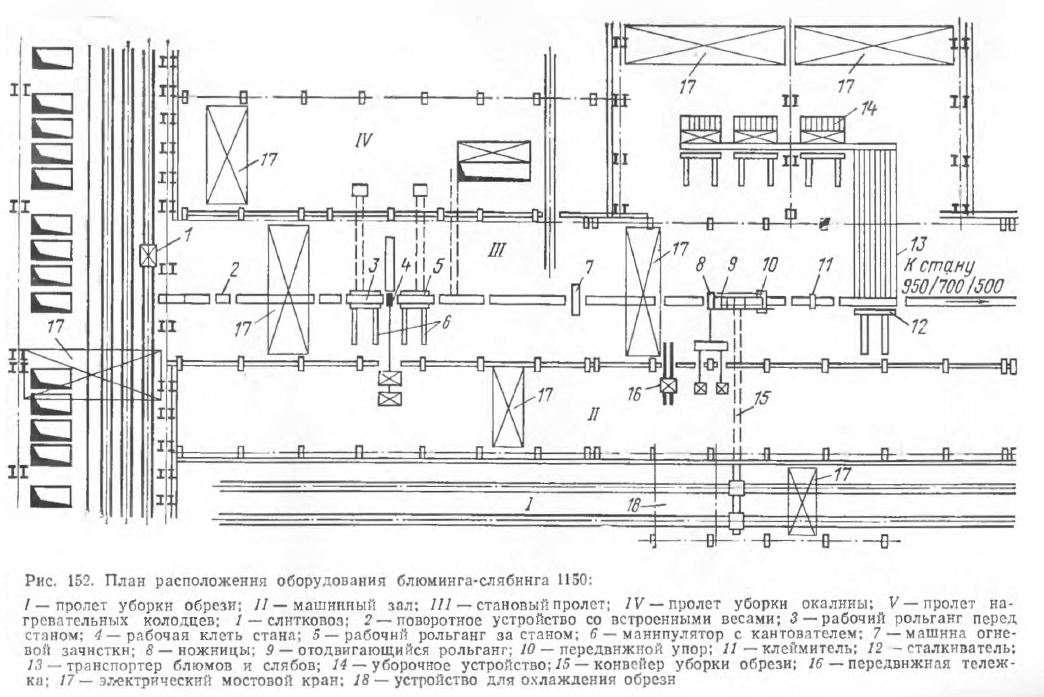
| Схема расположения оборудования блюминга 1150. |
Блюминг состоит из следующего оборудования: 1) рабочей клети и механизма привода прокатных валков; 2) вспомогательного оборудования – ножниц для обрезки концов и резки блюмов на части машин огневой зачистки и оборудования для технологического транспортирования прокатываемого металла; 3) электрооборудования; 4) смазочного оборудования; 5) оборудования для уборки окалины.
Блюминг за 12 – 16 пропусков слитка через валки с калибрами в течение 1 – 2 мин обжимает его на блюмс квадратного сечения размером 450×450 мм и менее. Полученный полупродукт в горячем состоянии режется на мерные куски длиной 2 – 6 м мощными сортовыми или летучими ножницами на ходу, при передвижении болванки по рольгангу. Далее блюмсы поступают без подогрева на непрерывный заготовочный стан либо на крупносортный стан, где осуществляется их дальнейшая прокатка. Часть блюмсов отправляют на холодильник и затем на склад готовой продукции блюминга. Здесь производится удаление поверхностных дефектов вырубкой или огневой зачисткой, после чего блюмсы грузятся в вагоны для отправки в кузнечные цехи машиностроительных предприятий.
| Схема расположения оборудования блюминга 1150. |
Блюминг состоит из следующего оборудования: 1) рабочей клети и механизма привода прокатных валков; 2) вспомогательного оборудования – ножниц для обрезки концов и резки блюмов на части машин огневой зачистки и оборудования для технологического транспортирования прокатываемого металла; 3) электрооборудования; 4) смазочного оборудования; 5) оборудования для уборки окалины.
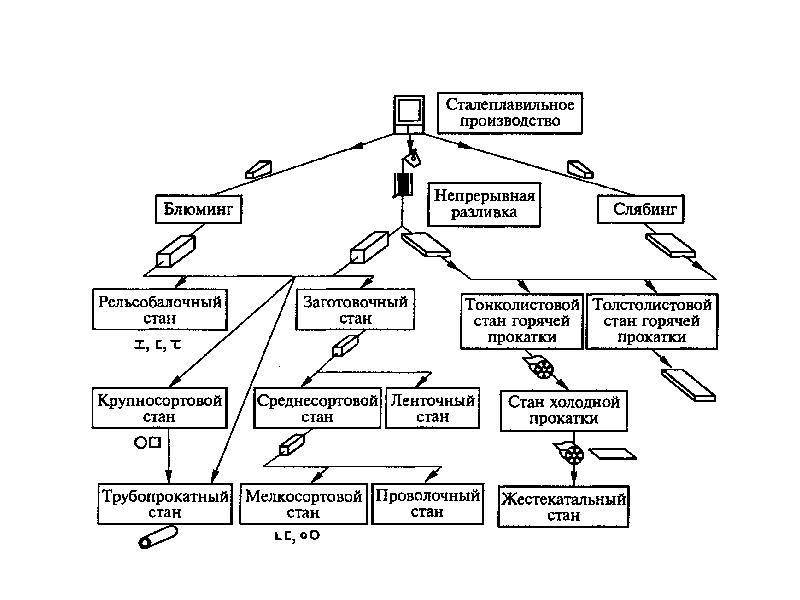
Блюминг – реверсивный стан горячего проката, имеющий, как правило, два рабочих горизонтальных валка, которые прокатывают сильно нагретый металл многократно, изменяя направление вращения валков.
Блюминги условно делятся на две группы: малые с диаметром рабочих валков 850 – 900 мм и большие с диаметром рабочих валков до 1100 – 1150 мм. Слябинги обычно имеют рабочие валки диаметром 110 – 1150 мм. В новых конструкциях блюминга и слябинга рабочие валки имеют привод от двух отдельных электродвигателей.
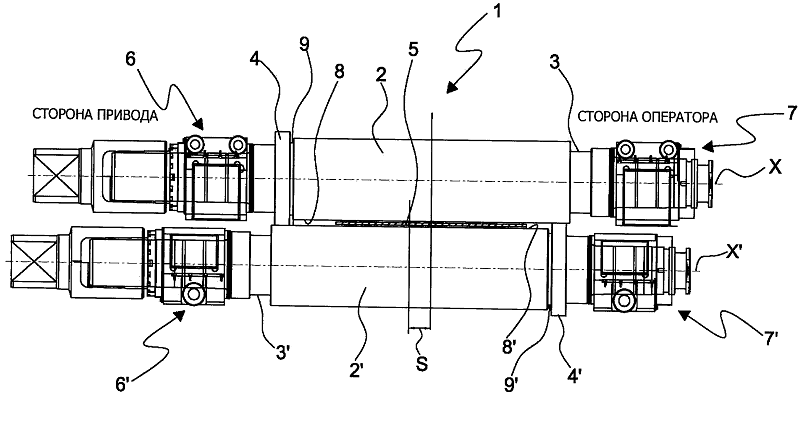
| Валки прокатного стана. |
Блюминги условно делятся на две группы: малые – с диаметром рабочих валков 850 – 900 мм и большие – с диаметром рабочих валков до 1000 – 1150 мм. В новых конструкциях блюминга и слябинга рабочие валки имеют привод от двух отдельных электродвигателей. В блюмингах и слябингах все операции прокатки механизированы: механизирована подача слитка к стану – туда и обратно ( рольгангом), перевертывание слитка ( кантователем) и другие процессы. Нереверсивные станы дуо применяются для прокатки в одну сторону ( непрерывная прокатка) и для прокатки тонких листов.
Блюминг, состоящий из 9 нереверсивных клетей ( непрерывный стан), имеет производительность до 12 млн. rjaod. В каждой клети слиток проходит один раз.
Блюминг является наиболее крупным обжимным двухвалковым реверсивным станом, производящим обжатую заготовку для всех других станов. Здание блюминга состоит из трех параллельных пролетов.
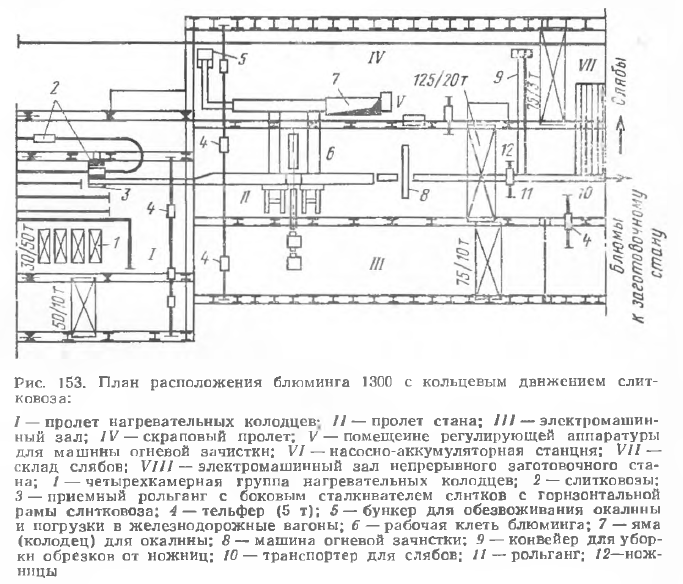
| Схема расположения блюминга 1160. |
Технические характеристики экскаватора-погрузчика BLUMING BL-45
Параметры | Длина*ширина*высота (мм) | 5919*2217*3764 |
Общий рабочий вес | 8125 кг | |
Колесная база | 2200 мм | |
Минимальный дорожный просвет | 300 мм | |
Емкость ковша | 1.0 м3 | |
Вырывное усилие | 38 КН | |
Грузоподъемность | 2500 кг | |
Высота выгрузки ковша | 2742 мм | |
Дальность выгрузки ковша | 1062 мм | |
Максимальная глубина копания | 4082 мм | |
Угол поворота экскаватора | 190° | |
Максимальное тяговое усилие | 39 кН | |
Двигатель | Модель | Deutz WP4G95E221 YTR4B2-G60Q |
Тип | Рядный Четырехтактный с непосредственным впрыском | |
Диаметр*ход внутри цилиндра | 4-100*120 | |
Номинальная мощность | 70кВт/95 л.с. | |
Номинальная скорость | 2400 оборотов/мин | |
Минимальное потребление топлива | ≤216 г/км/ч | |
Максимальный вращающий момент | ≥261.7Нм/обороты/мин | |
объем | 4,4 л | |
Модель рулевого устройства | BZZ5-250 | |
Угол поворота | ±36° | |
Минимальный радиус поворота | 6581 мм | |
Давление системы | 12 Мпа | |
Ось | Производитель | Осевой завод Фэйчен |
Финальный редуктор | Одноступенчатый | |
трансмиссия | ||
Гидротрансформатор | Модель | YJ280 |
Тип | Одноступенчатый трехчастный | |
Максимальная эффективность | 84,4% | |
Входное давление | 0,4Мпа-0,55Мпа | |
Выходное давление | 1,2Мпа-1,5Мпа | |
Способ охлаждения | Циркуляция давления с охлаждением масла | |
Коробка передач | Тип | Фиксированная передача мощности трансмиссионным валом |
Давление масла в сцеплении | 1373кПа-1569кПа | |
Передачи | 2 передних, 2 задних | |
Максимальная скорость | 22 км/ч | |
Колеса (шины) | Модель | 14-17.5/19.5L-24 |
Давление переднего колеса | 0,22 Мпа | |
Давление заднего колеса | 0,22 Мпа | |
Тормозная система | Рабочий тормоз | Пневмомасляный тормозной суппорт |
Внешний | ||
Саморегулирование | ||
Самобалансировка | ||
Аварийный тормоз | ||
Ручной тормоз для прекращения работы | ||
Гидравлическая система | Мощность копания ковша (захвата) экскаватора | 46,5 кН |
Мощность копания ковша (черпака) | 31 кН | |
Время подъема ковша | 5,1 с | |
Время опускания ковша | 3,1 с | |
Время разгрузки ковша | 2 с |






Классификация чугуна и стали
Ключевые разновидности чугуна – это:
Чугун также классифицируется по таким признакам:
Передельный (для выплавки стали);
Литейный (для отливки изделий различного назначения);
Специальные виды чугуна (например, зеркальный чугун, ферросплавы).
Расположение на диаграмме состояния Fe-C относительно эвтектической точки: доэвтектический, эвтектический, заэвтектический;
Состояние и форма углерода в структуре материала: серый, белый, половинчатый, отбеленный, ковкий, высокопрочный, с вермикулярным графитом;
Структура металлической основы: перлито-цементитный, перлитный, феррито-перлитный, ферритный;
Химический состав: нелегированный, легированный;
Эксплуатационные свойства: конструкционный и чугун со специальными свойствами (художественный, антифрикционный и износостойкий, жаростойкий, коррозионностойкий, со специальными магнитными свойствами и др.).
При поставке товарного чушкового чугуна фиксируется форма чушек, их размер и масса, химический состав.
Сталь (в том числе в виде слябов и других полуфабрикатов) по национальным стандартам и промышленной статистике классифицируется по целому ряду признаков, основные из которых – это:
Способ производства: мартеновская, кислородно-конвертерная, электросталь;
Химический состав: углеродистая нелегированная и легированная;
Качество: обыкновенного качества, качественная, высококачественная, особо высококачественная;
Структура в равновесном состоянии: доэвтектоидная, эвтектоидная, заэвтектоидная;
Структура после охлаждения на воздухе: бейнитная, ферритная, перлитная, мартенситная, аустенитная, ледебуритная; могут быть смешанные классы типа феррито-перлитного;
Основные свойства и области применения: общего назначения, конструкционные, стро¬ительные, инструментальные, стали с особыми свойствами (нержавеющие, теплоустойчивые, жаропрочные, износостойкие и т.п.).
При поставке стальных слябов, блюмов и заготовок регламентируется химический состав, геометрические параметры, допуски на размеры, характеристики качества поверхности, внутренней макро- и микроструктуры и пр.
Общие сведения
На сегодняшний день металл — это наиболее распространенный материал, из которого изготавливается огромное количество разнообразных вещей, начиная с небольших бытовых деталей и заканчивая большими промышленными объектами. Однако есть очень важный пункт, о котором знают не все. Просто выплавить металл, а после превратить его в слиток недостаточно. После формирование слитка любой металл передается в прокатный цех. Единственное оборудование, которое имеется в таких цехах, — это прокатные станки. Именно эти устройства и придают нужную форму, которая подойдет для последующего применения металла. Стоит отметить, что это оборудование является одним из самых старых на сегодняшний день. Однако за года его применения станок зарекомендовал себя с настолько хорошей стороны, обладает настолько хорошими характеристиками и показателем продуктивности, что его используют и по сей день.

Винтовой прокат
Прокатный станок для профильной трубы также может выполнять винтовую обработку металла. При выполнении этого типа операции в валках с двойным конусом в металле создают растягивающее и касательное напряжение
Важно отметить, что радиальное напряжение заготовки может достигать довольно больших величин, что создает полость небольшого диаметра, которая обладает неровными стенками. Для того чтобы получить отверстие с требуемым диаметром и при этом избежать наличия неровностей, а сделать ровные стенки, необходимо проводить прокат на оправке
Под оправкой понимают инструмент конусообразной формы, который располагается на конце стержня между валками по пути движения заготовки из металла. Для крепления стержня с такой оправкой имеется специальный упор. Когда металл движется вперед, он прошивается этой оправой, которая проходит через отверстие, расширяя и выравнивая его.
Отзывы о прокатном станке для профильной трубы собрать довольно проблематично, так как такие агрегаты используются в основном только большими предприятиями. Однако здесь само использование именно этих агрегатов уже говорит о том, что работают они стабильно и хорошо. Другими словами, выводы можно сделать на основании того, что огромный промежуток времени все металлообрабатывающие фабрики используют такие станки. А это значит, что наличие автоматического режима и огромная производительность делают свое дело. К минусам можно отнести то, что габариты таких приспособлений довольно большие, а их остановка и новый запуск — это очень проблематично.
По данным портала ЗАЧЕСТНЫЙБИЗНЕСОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «БЛЮМИНГ»По данным портала ЗАЧЕСТНЫЙБИЗНЕС9701108432
О компании:
ООО «БЛЮМИНГ» ИНН 9701108432, ОГРН 1187746455577 зарегистрировано 03.05.2018 в регионе Москва по адресу: 105005, г Москва, переулок Посланников, дом 9 СТРОЕНИЕ 1, ЭТ 1 ПОМ I ОФ 49. Статус: Неизвестно. Размер Уставного Капитала 145 000,00 руб.
Руководителем организации является: Генеральный Директор — Дмитриев Алексей Дмитриевич, ИНН . У организации 1 Учредитель. Основным направлением деятельности является «торговля оптовая прочими машинами и оборудованием». На 01.01.2019 в ООО «БЛЮМИНГ» числится 1 сотрудник.
Внимание: В результате проверки, сведения об юридическом адресе признаны недостоверными (по данным ФНС)
Статус: ?
Неизвестно
Дата регистрации: По данным портала ЗАЧЕСТНЫЙБИЗНЕС
?
По данным портала ЗАЧЕСТНЫЙБИЗНЕС
03.05.2018
Среднесписочная численность работников: ?
01.01.2019 – 1
Фонд оплаты труда / Средняя заработная плата Доступно в Премиум Доступе ?
| ОГРН ? | 1187746455577 присвоен: 03.05.2018 |
| ИНН ? | 9701108432 |
| КПП ? | 770101001 |
| ОКПО ? | 28452494 |
| ОКТМО ? | 45375000000 |
Реквизиты для договора
?
…Скачать
Проверить блокировку cчетов
?
Контактная информация
?
Отзывы об организации
?: 0 Написать отзыв
Юридический адрес: ?
По данным портала ЗАЧЕСТНЫЙБИЗНЕС
105005, г Москва, переулок Посланников, дом 9 СТРОЕНИЕ 1, ЭТ 1 ПОМ I ОФ 49получен 03.05.2018
зарегистрировано по данному адресу:
По данным портала ЗАЧЕСТНЫЙБИЗНЕС




По данным портала ЗАЧЕСТНЫЙБИЗНЕС
Руководитель Юридического Лица ?По данным портала ЗАЧЕСТНЫЙБИЗНЕС
Генеральный ДиректорПо данным портала ЗАЧЕСТНЫЙБИЗНЕС
Дмитриев Алексей Дмитриевич
| ИНН ? | По данным портала ЗАЧЕСТНЫЙБИЗНЕС |
| действует с | По данным портала ЗАЧЕСТНЫЙБИЗНЕС 03.05.2018 |
Учредители ? ()
Уставный капитал: По данным портала ЗАЧЕСТНЫЙБИЗНЕС
145 000,00 руб.
| 100% | Дмитриев Алексей ДмитриевичПо данным портала ЗАЧЕСТНЫЙБИЗНЕС 145 000,00руб., 03.05.2018 , ИНН |
Основной вид деятельности: ?По данным портала ЗАЧЕСТНЫЙБИЗНЕС
46.69 торговля оптовая прочими машинами и оборудованием
Дополнительные виды деятельности:
Единый Реестр Проверок (Ген. Прокуратуры РФ) ?
Реестр недобросовестных поставщиков: ?
По данным портала ЗАЧЕСТНЫЙБИЗНЕС
не числится.
Данные реестра субъектов МСП: ?
| Критерий организации | По данным портала ЗАЧЕСТНЫЙБИЗНЕС Микропредприятие |
Налоговый орган ?
По данным портала ЗАЧЕСТНЫЙБИЗНЕС
Инспекция Федеральной Налоговой Службы № 1 По Г.москве
Дата постановки на учет: По данным портала ЗАЧЕСТНЫЙБИЗНЕС
03.05.2018
Регистрация во внебюджетных фондах
| Фонд | Рег. номер | Дата регистрации |
|---|---|---|
| ПФР ? | 087108155563 | По данным портала ЗАЧЕСТНЫЙБИЗНЕС 07.05.2018 |
| ФСС ? | 770606136577061 | По данным портала ЗАЧЕСТНЫЙБИЗНЕС 07.05.2018 |
Уплаченные страховые взносы за 2018 год (По данным ФНС):
— на обязательное социальное страхование на случай временной нетрудоспособности и в связи с материнством: 4 067,25 руб.
— на обязательное пенсионное страхование, зачисляемые в Пенсионный фонд Российской Федерации: 36 315,00 руб.
— на обязательное медицинское страхование работающего населения, зачисляемые в бюджет Федерального фонда обязательного медицинского страхования: 7 152,75 руб.
Коды статистики
| ОКАТО ? | 45286555000 |
| ОКОГУ ? | 4210014 |
| ОКОПФ ? | 12300 |
| ОКФС ? | 16 |
Финансовая отчетность ООО «БЛЮМИНГ» ?
Основные показатели отчетности за 2019 год (по данным ФНС):
Сумма доходов: — 32 996 000,00 руб.
Сумма расходов: — 32 905 000,00 руб.Уплаченные налоги за 2018 г.:По данным портала ЗАЧЕСТНЫЙБИЗНЕС
— налог на добавленную стоимость: По данным портала ЗАЧЕСТНЫЙБИЗНЕС
186 308,00 руб.По данным портала ЗАЧЕСТНЫЙБИЗНЕС
— налог на прибыль: По данным портала ЗАЧЕСТНЫЙБИЗНЕС
18 193,00 руб.
Сведения о суммах недоимки и задолженности по пеням и штрафам за 2018 год (по данным ФНС):
— налог на добавленную стоимость: 164,00 руб. (сумма пени: 0,00 руб., сумма штрафа: 0,00 руб., сумма недоимки по налогу: 164,00 руб.)
В качестве Поставщика: , на сумму |
В качестве Заказчика: , на сумму |
По данным портала ЗАЧЕСТНЫЙБИЗНЕС
Судебные дела ООО «БЛЮМИНГ» ?
найдено по ИНН: По данным портала ЗАЧЕСТНЫЙБИЗНЕС |
найдено по наименованию (возможны совпадения): По данным портала ЗАЧЕСТНЫЙБИЗНЕС |
По данным портала ЗАЧЕСТНЫЙБИЗНЕС
Исполнительные производства ООО «БЛЮМИНГ»
?
найдено по наименованию и адресу (возможны совпадения): По данным портала ЗАЧЕСТНЫЙБИЗНЕС |
По данным портала ЗАЧЕСТНЫЙБИЗНЕС
Лента изменений ООО «БЛЮМИНГ»
?
Не является участником проекта ЗАЧЕСТНЫЙБИЗНЕС ?
Как сделать прокатной станок?
Для того чтобы изготовить прокатный станок для производства профилей, понадобится 3 обязательных вещи — это металл, подшипники и токарный станок. Сама же конструкция станка также довольно простая. Составляющие части цельного прокатного станка — это стол, к которому прикреплен червячный мотор-редуктор. Кроме этого, необходимо закрепить на столе еще 7 дополнительных приемочных клетей
Здесь важно знать, что каждая клеть состоит из нескольких составных частей, а также все они имеют зацепление между собой. То есть каждая клеть соединена со следующей
Еще один нюанс касается роликов. У такой модели станка они съемные, а их крепление осуществляется на валах. Такой тип расположения и сам тип роликов открывает широкие возможности для производства различного профиля по своим габаритам, а также типу продукции. Если есть такое желание, то можно поставить новый вид роликов, которые позволят изготавливать ЛСТК-профиль. Для того чтобы не ошибиться при изготовлении, лучше всего сделать чертеж прокатного станка, прежде чем приступить к его сборке.
Несколько фактов
Итак, описывая жизнь великого голландского мастера, стоит обязательно отметить его регалии:
- Йон является обладателем четырнадцати правительственных наград.
- В 1950-1960-х годах он считался самым сильным и опасным бойцом на всей нашей планете.
- Снялся в семи кинокартинах. Впервые в роли актера он испытал себя в далеком 1961 году, во время работы над фильмом «Последний вояж».
- В 2009 году сенсей полностью развенчал укоренившееся мнение обывателей и многих экспертов о том, что якобы Ояма убил пятьдесят быков голыми руками. Также голландец назвал абсолютно недостоверной информацию о том, что Стив Арнейл и Люк Холландер прошли тест под названием хякунин-кумитэ, и назвал это обычным, ничем не подкрепленным пиар-ходом.
- В совершенстве владеет длинным и коротким шестом.
- 4 сентября 1994 года Блюминг получил максимально возможную степень в кекусин – 10-й дан. Такое решение было принято его давним учителем Кенджи Куросаки и еще пятью авторитетнейшими мастерами Японии. Случилось это вскоре после смерти легендарного Масутацу Оямы.
На сегодняшний день Блюминг регулярно проводит различные семинары и дан-тесты по всей планете. Несколько раз сенсей бывал и в России. За свой тренерский век он воспитал целую плеяду великих чемпионов, что дополнительно характеризует его как настоящего учителя.
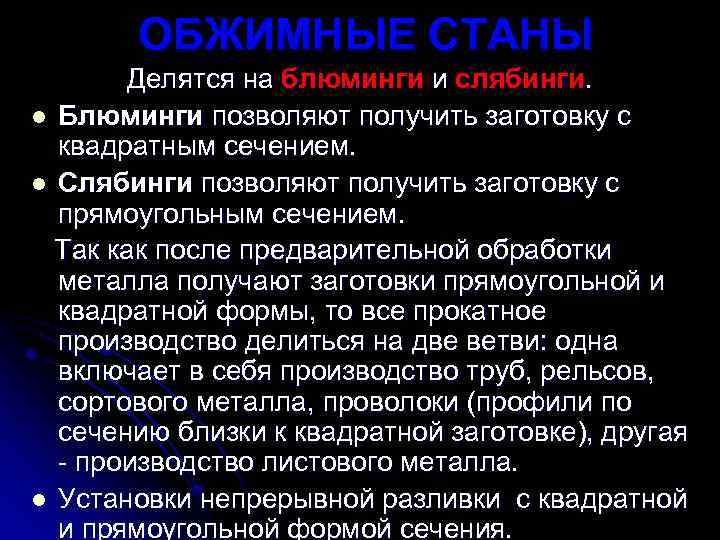
Разница между блюмингом и слябингом
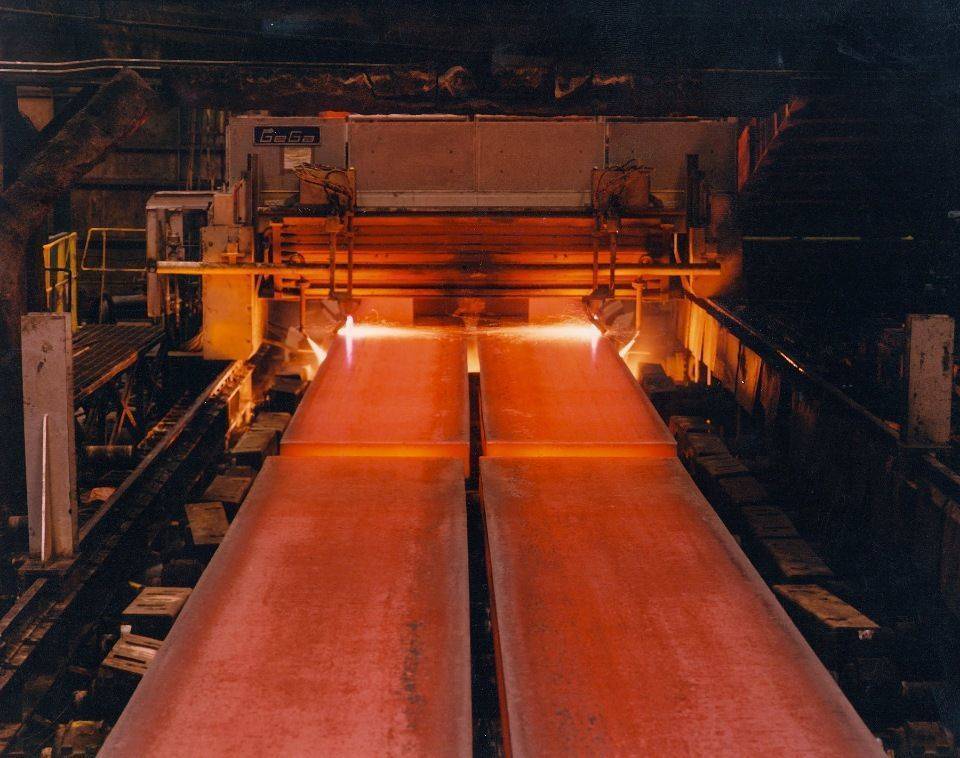
На технологию блюминга очень похож слябинг. В чем же между ними разница? Главное отличие заключается в том, что на слябинг-машине установлена не 1, а 2 пары валков. Они расположены друг относительно друга в перпендикулярном направлении. Во время проката слиток-заготовка обжимается сразу в двух направлениях. Может показаться, что слябинги пользуются более большой популярностью в металлургии, однако это абсолютно не так. Дело все в том, что продуктивность слябинг-стана в 2-2,5 ниже, чем продуктивность блюминга. Поэтому сегодня эти два метода используются наравне друг с другом для решения разных технологических задач.
Также стоит обратить внимание, что во всем мире блюминг-технология достаточно давно вышла из употребления. Почему это произошло? Вызвано это тем, что блюминг все же далеко не идеален
Его главный минус — при прокате образуется большое количество окалины и обрезков. Из-за этого увеличивается конечные расходы стали, что негативно влияет на ее конечную цену для потребителя. Поэтому сейчас блюминг-установки остались в основном на территории бывшего Советского Союза. Во всем остальном мире используются более современные и экономные методы проката стальных заготовок.
Блюминг или слябинг
Прежде чем поступить в прокат, слитки нагреваются в специальных колодцах. Температура, которая поддерживается в таких устройствах, может достигать 1800 градусов по Цельсию. После прохождения колодца используется электрокар, который, собственно, и выдает разогретый слиток в прокат блюминга или слябинга. Отличие между этими станками состоит в том, что блюминг обладает всего двумя вальцами, а вот слябинг четырьмя
Важно понимать, что прохождение этого этапа и сам процесс обработки являются лишь первичными, поскольку на выходе из блюминга или слябинга слиток все еще не имеет полноценной формы листового материала. Эти агрегаты предназначены для того, чтобы сформировать бруски
В зависимости от своей формы и размера полученный материал разделяется на блюмы или слябы. Важное замечание — применение блюминговых или слябинговых прокатных станков осуществляется только на тех промышленных объектах, где металл в дальнейшем будет переливаться в изложницы.
Технические характеристики экскаватора
Для этой модели предусмотрена установка дополнительного навесного оборудования: грейферный ковш, грейферные вилы, бункерно-уборочное навесное, стандартный ковш 0.25 м куб, ковш узкий 0.13 м куб.
- Создан на базе трактора МТЗ-82. Эта машина зарекомендовала себя только с положительной стороны. Мощный двигатель и девяти ступенчатая коробка передач способна передвигать агрегат на любой поверхности земли. Характеристики этого сельскохозяйственного монстра дали начало экскаватору Блюминг.
- Дизельный двигатель Д-243 имеет четыре цилиндра, общей мощностью 60 кВт. Довольно прост в эксплуатации и имеет большой запас производительности.
- Экскаватор имеет внушительную массу — 6250 кг в полном снаряжении. Сочетая вес с гидравликой управления рабочими органами, мы получаем внушительную мощность подъема груза.
- Максимальная вместимость ковша составляет 0.44 м куб. Такой вес стрела может поднять на 2.7 метра, всего за 25 секунд.
Этапы проката металла
Давайте теперь узнаем о том, как непосредственно происходит прокатка металла методом блюминга:
Нагрев
Перед обкаткой необходимо выполнить разогрев металлической заготовки. Это позволит придать материалу пластичности, что положительно скажется на качестве его обкатки. Для нагрева слитки с помощью кранов помещаются в специальные колодцы, где их нагревают до 1300 градусов. Для более оптимального нагрева слитки обычно помещаются в вертикальном направлении вдоль одной из стен колодца. Время нагрева слитков напрямую зависит от их начальной температуры. Если в колодцы помещаются полностью холодный металл, то нагрев осуществляется порядка 14 часов. Если же слитки поступают в колодцы с температурой 500-800 градусов — то не более 8 часов.
Доставка, взвешивание, перемещение
После нагрева слитки достаются из колодца с помощью все тех же кранов. Происходит взвешивание нагретых слитков. Затем оператор выбирает формат размещения слитков, а при необходимости он может осуществить разворот слитков методом кантования на 180 градусов. Зачем это нужно? Дело все в том, что в случае размещения «неспокойной» стали в стандартном направлении получится большое количество обрезков и окалин
Разворот слитка донной части позволит уменьшить количество «мусора», что очень важно с точки зрения экономии производства

Обжатие
Теперь происходит непосредственно обжатие слитка на блюминг-установке. Обжатие обычно осуществляется в 10-15 пропусков — в зависимости от того, какой диаметр итогового блюма-полуфабриката вам нужно получить. За один обжим заготовка обычно уменьшается в размерах на 5-15 сантиметров. Полный цикл прокатки занимается 30-60 секунд (при максимальной скорости 7-8 м/с). Обжатие является достаточно трудоемким и сложным мероприятием, а осуществляют его операторы блюм-машин.
Финальная обработка готового блюма
После получения блюм-полуфабриката осуществляется финальная обработка. Для обработки обычно используются специальные МОЗ-машины, которые по сути представляют собой модифицированные горелки. После обработки блюмов с помощью горелок осуществляется обрезка. Сперва отрезаются плохие концы заготовки, а потом с помощью специального режущего аппарата блюм режется на несколько равных частей. Согласно нормам ГОСТ в конце на все части блюма нужно нанести специальное клеймо. На котором должна будет указана техническая информация — марка стали, номер производственного цикла, базовые сведения об операторе. В конце с помощью конвейерной ленты блюмы отправляются на склад для финальной маркировки и хранения.